

電弧焊缺陷及預防

電弧焊缺陷及預防-咬邊

咬邊示意圖
產生原因
焊接電流太大
運條不當
電弧太長
角度不當

預防措施
① 選擇合適的電流;
② 焊條擺動時,在坡口邊緣運條時稍慢些,停留時間稍長些;
③ 操作時電弧不要拉的過長;
④ 掌握正確的運條角度。
電弧焊缺陷及預防-焊瘤

焊瘤示意圖
產生原因
根部間隙過大
焊條角度和運條方法不正確
焊接電流大
焊接速度過慢

仰焊預防
① 選用低于平時15%-20%電流;
② 焊條擺動應中間快兩側慢,在邊緣稍停一下;
③ 電弧壓短;
④ 發現熔池金屬下墜,立即熄弧降溫,再引弧焊接。
立焊預防
① 選用合適的焊接工藝參數,間隙不宜過大;
② 焊接電流比平焊小15%~20%;
③ 嚴格控制熔池溫度,可利用挑弧,熄弧來降溫;
④ 焊條擺動應中間快兩側慢,在邊緣稍停一下。
平焊預防
①對口間隙不宜過大;
②控制熔池溫度,選擇適當電流。
電弧焊缺陷及預防-夾渣
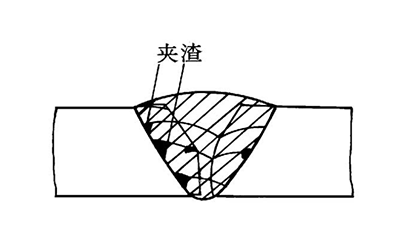
夾渣示意圖
產生原因
焊接電流太小
焊速太快
多層焊時,清渣不干凈
預防措施
①多道焊時及時清理前一道焊縫表面;
② 增加接頭的坡口角度;
③ 選擇合理的焊接工藝。
電弧焊缺陷及預防-裂紋
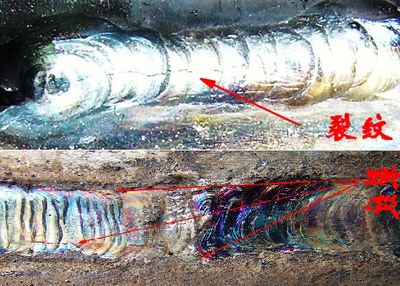
焊接裂紋示意圖
產生原因
收弧過于突然
大電流焊接時,液態金屬凝固時的收縮導致裂紋產生。

預防措施
①預熱:以降低冷卻速度,改善應力狀況。
②采用堿性焊條,堿性焊條熔渣具有較強脫硫、脫磷的能力。
③控制焊縫形狀,盡量避免得到深而窄的焊縫。

